Design criteria: die-casting
Our basic guidelines for magnesium alloy die-casting molding include important design considerations to help increase the moldability of parts, improve appearance and reduce overall production time.
size
biggest size
| size | 45 cm. x 35 cm. x 15 cm. |
|---|---|
| volume | 1575 c㎡. |
| depth | 15cm from parting line |
| If the parting line can pass through the middle of the part, the maximum is 20cm. | |
| Estimated mold area | 170 c㎡ |
| size | 450mm x 350mm x 150mm |
|---|---|
| volume | 150mm |
|
depth |
150mm from parting line |
| If the parting line can pass through the middle of the part, the maximum can reach 200mm | |
| Estimated mold area | 1700 m㎡ |
If the parting line can pass through the middle of the part, the maximum can reach 200mm

material

Surface treatment
| Craft | description |
|---|---|
| Chemical treatment | Passivation, micro-arc oxidation, black oxide, painting, powder spraying, sandblasting |
| Power handling | Anodizing, electroplating, gold conductive, electrophoresis |
| Mechanical treatment | Grinding, polishing, wire drawing, laser carving, silk screen |
The number provided by the customer and the part sample provided by the customer are providedCustom color matching.
Mold texturing Apply industry standard textures to molds, and you can expect to get the same effect as mold technology.
Threaded insert It can be achieved through secondary heat melting and ultrasonic welding processes.
Pad printing Transfer a two-dimensional image (such as a company logo) to a three-dimensional object.
Laser engravingApply to molds or directly to final parts to obtain information such as part numbers.
Basic assemblyThis includes fastening the molded parts we manufacture together and/or attaching labels to individually packaged parts.



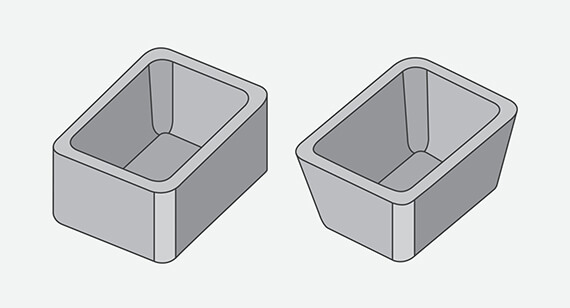
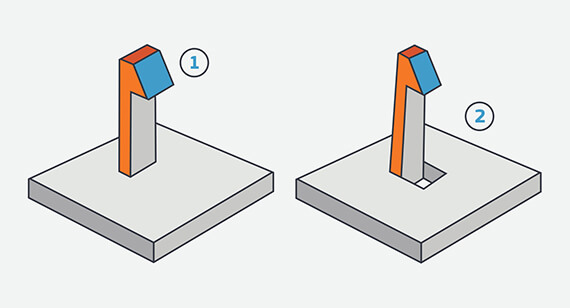
draft
| Vertical plane |
0.5° |
|---|---|
| most situation |
2° |
| Minimum close | 3° |
| Lowest light texture(PM-T1) | 3° |
| Lowest light texture(PM-T2) | 5°+ |
Undercut
Maximum side core size
| width | height | length |
|---|---|---|
| < 21.3 cm. | < 6.88cm. | < 0.366 cm. |
Maximum side core size
| width | height |
length |
|---|---|---|
| < 213.00mm | < 60.88mm | <3.66mm |
Wall thickness
material
| material | Minimum wall thickness |
|---|---|
| AZ91D | 1100mm x 800mm x 500mm |
| ZK61 | 1100mm x 800mm x 500mm |
| AZ31 | 1100mm x 800mm x 500mm |
| AZ61 | 1100mm x 800mm x 500mm |
| AM60 | 1100mm x 800mm x 500mm |
| other materials | 1100mm x 800mm x 500mm |
| Customer provided materials | 1100mm x 800mm x 500mm |
* The table is adapted fromwww.cyanbat.com.
|
material |
Minimum wall thickness |
|---|---|
| AZ91D | 10mm x 20mm x20mm |
| ZK61 | 10mm x 20mm x20mm |
| AZ31 | 10mm x 20mm x20mm |
| AZ61 | 10mm x 20mm x20mm |
| AM60 | 10mm x 20mm x20mm |
| other materials | 10mm x 20mm x20mm |
| Customer provided materials | 10mm x 20mm x20mm |
* The table is adapted from www.cyanbat.com.
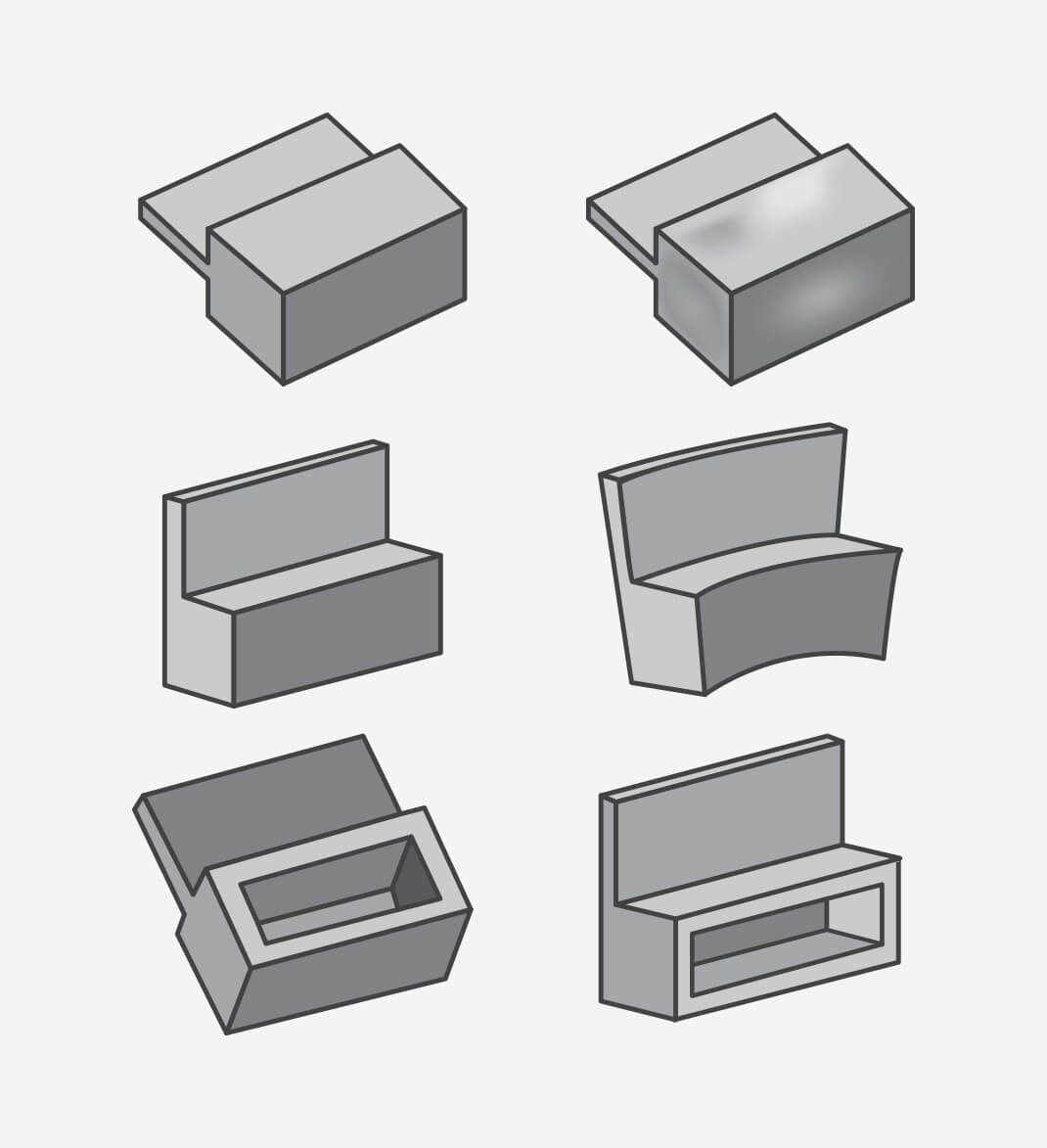
The first line: Design the parts with thicker features and the resulting sink after molding. Middle row: shows parts designed to have thicker features.
Bottom: Demonstrates how to remove thicker features to help create well-formed parts.
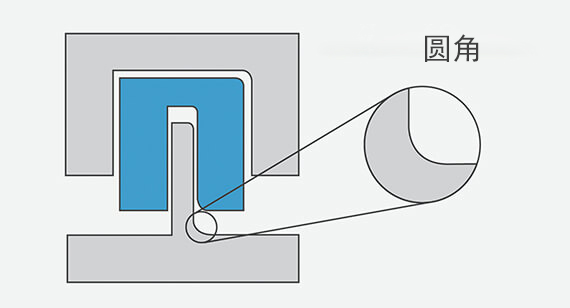
radius
Since we use an automatic CNC milling process to make part molds, the corners of some parts will have radii instead of sharp edges. This usually does not require changes to the model, but the resulting radius can be determined before milling the mold.

Free formability analysis within a few hours
Contact UsRecord number: Guangdong ICP No. 14004399 @cyanbat